The Complete Guide to Blast Furnace Cast House Baghouse Dust Collector: Design, Operation, and Maint
Managing dust emissions at a blast furnace cast house is one of the most demanding challenges in modern ironmaking. The combination of extreme heat, high moisture, and fine particulate matter requires a robust, reliable solution. The blast furnace cast house baghouse dust collector has become the industry standard for meeting stringent environmental regulations while protecting worker health and equipment. In this comprehensive guide, I will share practical insights, technical details, and proven strategies drawn from years of field experience. Whether you are planning a new system or optimizing an existing one, you will find actionable information to achieve superior dust control.
Why a Specialized Baghouse Is Critical for Cast House Operations
A blast furnace cast house produces dust at several key points: the taphole, main trough, skimmer, runner, and tilting spout. The dust composition includes iron oxides, coke fines, and flux materials, often with temperatures reaching 120-180°C (248-356°F) and spikes up to 250°C. Without proper capture and filtration, these emissions would cause unacceptable workplace conditions and regulatory violations. A purpose-designed cast house baghouse dust collector not only captures these particulates but also handles the challenging sticky, hygroscopic, and sometimes abrasive nature of the dust.
Based on my experience working with steel plants across different scales, the key to success lies in matching the baghouse design to the specific cast house layout, production schedule, and local emission limits. Below, I break down the essential aspects you need to understand.
How a Blast Furnace Cast House Baghouse Dust Collector Works
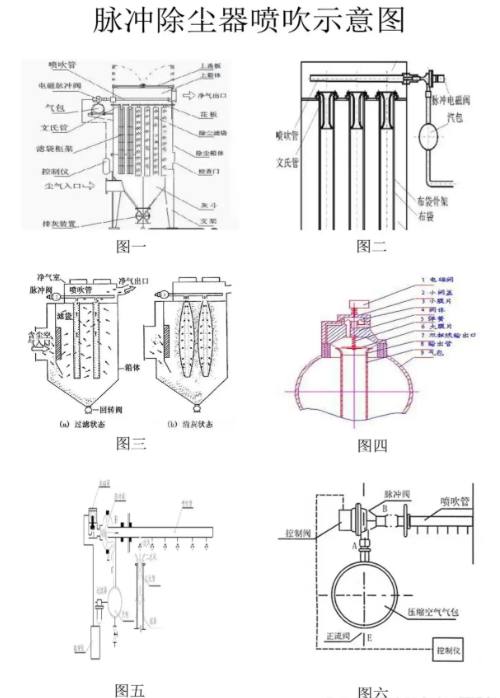
The operating principle of a cast house baghouse is based on pulse-jet cleaning technology. Contaminated air is drawn from hoods at each dust source through a network of ducts. The air enters the baghouse hopper, where larger particles settle by gravity. The remaining dust-laden air passes through filter bags from the outside in, depositing a dust cake on the outer surface of the bags. Clean air exits from the top of the bags into a manifold and then to the exhaust stack or a recirculation system.
Cleaning happens without interrupting filtration: compressed air pulses are fired through a venturi nozzle into the bags, creating a shockwave that dislodges the accumulated dust, which falls into the hopper for disposal. Modern systems use differential pressure sensors to trigger cleaning only when needed, saving compressed air and extending bag life.
Filtration stage: Dust particles are trapped on the bag surface, forming a permeable cake that enhances collection efficiency.
Cleaning stage: Pulse-jet cleaning uses high-pressure air (typically 5-7 bar) to flex the bags and release the cake.
Discharge stage: Collected dust is removed from the hopper via screw conveyors, rotary valves, or pneumatic systems.
Main Components of a Reliable Cast House Baghouse System
Understanding the major components helps in troubleshooting and specifying a new unit. Every part must withstand harsh conditions. Here are the essential elements:
Housing and hopper: Heavy-gauge steel construction with thermal insulation and anticorrosion coating. The hopper should have a 60-degree slope to promote dust flow.
Filter bags and cages: High-temperature resistant fabrics (more on this later) supported by galvanized or stainless steel cages to prevent collapse.
Pulse-jet cleaning system: Includes a compressed air manifold, diaphragm valves, blow pipes, and venturi nozzles.
Differential pressure transmitter: Monitors filter drag and initiates cleaning cycles.
Access doors and platforms: For safe inspection and bag replacement.
Discharge system: Rotary airlock or double-flap valve to prevent air leakage while removing dust.
How to Select the Right Filter Bag Material for High-Temperature Cast House Dust
Selecting filter media is the most critical decision for a blast furnace cast house baghouse. The wrong material leads to rapid bag failure, high replacement costs, and emission violations. The table below compares commonly used fabrics based on continuous operating temperature, chemical resistance, and typical service life.
| Filter Material | Max Continuous Temp (°C) | Resistance to Acids/Alkalis | Typical Life (months) | Best For |
|---|---|---|---|---|
| PPS (Polyphenylene Sulfide) | 160 | Excellent acid, good alkali | 24-36 | Sulfur-rich flue gas with moderate temp |
| P84 (Polyimide) | 220 | Good acid, poor alkali | 18-24 | High-temperature, low-moisture conditions |
| PTFE (Polytetrafluoroethylene) | 260 | Excellent all-round | 36-48 | Corrosive or sticky dust, high-cost option |
| Fiberglass | 260 | Poor acid, good for high temp only if coated | 12-18 | Very high temperature but brittle |
| Aramid (Nomex) | 200 | Fair acid, good alkali | 12-24 | General high-temp applications with minimal acid |
In my experience, a PPS membrane-laminated bag offers the best balance for most cast house applications where sulfur is present. For extreme cases with temperature spikes above 200°C, a PTFE bag with a scrim support is safer, albeit at a higher initial cost. Always request bag samples for a dust analysis before final selection.
Optimizing Filtration Velocity and Pressure Drop
Filtration velocity (air-to-cloth ratio) directly affects pressure drop, bag life, and collection efficiency. For blast furnace cast house dust, the air-to-cloth ratio should be conservative: typically between 0.8 and 1.1 m/min (2.6-3.6 ft/min) for pulse-jet units. A higher ratio leads to deeper dust penetration into the fabric, increasing residual pressure drop and reducing bag life. I always recommend a lower ratio if the dust has high moisture or adhesiveness.
Keep the operating pressure drop between 1000 and 1500 Pa. If the drop exceeds 1800 Pa, it signals either over-cleaning, bag blinding, or a cleaning system malfunction. Install a reliable differential pressure monitor and trend the data daily. Many plants extend bag life by 30% simply by adjusting the cleaning interval based on actual pressure drop rather than a fixed timer.
Common Problems and How to Solve Them
Even a well-designed blast furnace cast house baghouse dust collector can experience issues. Here are the most frequent ones I have encountered and their solutions:
High outlet emissions (visible dust): Usually caused by torn bags, loose cage connections, or failed seals. Perform a fluorescent leak test to locate the source. Replace damaged bags and tighten all fasteners.
Excessive pressure drop: Can be due to moisture condensation causing dust cake to stick, or failed pulse valves. Check the compressed air quality (moisture and oil content) and ensure the air heater is working if the climate is cold. Test each pulse valve manually.
Bag burn or melting: This occurs when high-temperature spikes exceed the fabric rating. Install a quench duct or cooling tower upstream, or use a temperature interlock that diverts flue gas when the temperature exceeds a setpoint.
Hopper bridging or plugging: High moisture and sticky dust can form arches. Install vibration motors on the hopper walls or use aeration pads. Ensure the hopper heater is operational to avoid condensation.
Short bag life: Usually a combination of improper material selection, excessive velocity, or aggressive cleaning. Review your operating data and consider consulting a filtration specialist.
Maintenance Checklist for Long-Term Reliable Operation
A proactive maintenance schedule is the backbone of a high-performing cast house baghouse. Here is a checklist I have developed and refined over many site visits:
Daily: Check differential pressure, outlet opacity, compressed air pressure, and hopper discharge operation. Log any abnormal sounds from pulse valves.
Weekly: Inspect access doors for air leaks, clean pressure taps, and test a sample of pulse valves manually.
Monthly: Perform a thermographic scan of the baghouse shell to detect hotspots or insulation failures. Check the condition of blow pipes and venturis.
Quarterly: Take bag samples from different rows for tensile strength testing. Inspect cages for corrosion or wear.
Annually: Conduct a full internal inspection including bag tension, hopper wear liners, and all welds. Replace any bags that have more than 10% broken fibers.
Document all maintenance activities and trend key metrics like pressure drop, compressed air consumption, and bag replacement intervals. This data helps you optimize cleaning settings and predict future failures.
The Role of Professional Engineering – Why Partner with an Experienced Manufacturer
Designing, manufacturing, and commissioning a cast house baghouse dust collector requires deep knowledge of both mechanical systems and ironmaking processes. Generic dust collectors often fail in this harsh environment. That is where a specialized manufacturer like Zhengzhou Puhua Technology makes a difference. With years of experience in providing comprehensive environmental protection equipment, Zhengzhou Puhua Technology designs and builds baghouse dust collectors specifically tailored for high-temperature, high-humidity, and abrasive dust from blast furnace cast houses and other steelmaking operations.
Beyond baghouse systems, Zhengzhou Puhua Technology offers a full range of pollution control solutions, including RCO catalytic combustion devices, RTO equipment, desulfurization towers, denitrification systems, VOCs treatment, pneumatic conveying systems, and wastewater treatment plants. Their integrated approach means you can rely on one partner for everything from dust collection to exhaust gas purification. When you invest in a baghouse from Zhengzhou Puhua Technology, you gain access to engineering support, onsite commissioning, and responsive after-sales service that keeps your plant running within emission limits.
Conclusion: Achieving Sustainable Dust Control at Your Cast House
A blast furnace cast house baghouse dust collector is not just an environmental add-on; it is a production-critical asset. Properly designed, operated, and maintained, it can provide decades of reliable service, keep your workers safe, and avoid costly fines. The key is to start with a robust design using the right filter media, conservative filtration velocity, and a proven cleaning system. Then, commit to a data-driven maintenance program that catches small problems before they become large failures. Manufacturers like Zhengzhou Puhua Technology bring the necessary specialized knowledge and equipment portfolio to help you succeed. Take the time to evaluate your specific cast house conditions, and do not hesitate to seek expert advice. Your plant’s performance and reputation depend on it.
Thank you for reading. If you have further questions about baghouse design or troubleshooting, feel free to reach out to industry forums or contact a trusted engineering partner directly.
Related Articles
-

Zeolite Fixed Bed+Catalytic Combustion Equipment (RCO)
[list:visits]
-

Resin desorption+condensation recovery equipment
[list:visits]
-

Cooking oil fume purifier
[list:visits]
Subscribe to Our Newsletter
Stay updated with the latest news and insights from Puhua Tech.