Biological Treatment of Odor Gases: Technical Principles and Application Prospects
Odor emissions from industrial operations such as wastewater treatment, food processing, livestock farming, and steel sintering have become a critical environmental concern. Unlike physical or chemical methods, biological treatment offers a cost-effective and eco-friendly solution. This article provides a deep dive into the core principles of biological odor control, its real-world applications, and future trends. We also explore how combining biological systems with reliable dust removal equipment—like the bag filters from Zhengzhou Puhua Technology for sintering machine tail gas—can achieve superior performance.
Understanding the Sources and Challenges of Odor Gases
Typical odor-causing compounds include hydrogen sulfide (H₂S), ammonia (NH₃), volatile organic compounds (VOCs), and mercaptans. These substances are often emitted from:
Municipal and industrial wastewater treatment plants
Composting and landfill sites
Food and beverage manufacturing
Iron and steel sintering machine tail gas (which contains both fine dust and odorous organics)
Chemical and pharmaceutical production
Traditional methods like chemical scrubbing or activated carbon adsorption have high operational costs and produce secondary waste. Biological treatment, on the other hand, uses microorganisms to degrade pollutants into harmless substances like CO₂, water, and sulfate.
Core Technical Principles of Biological Odor Treatment
Biological odor removal relies on three main reactor configurations. The table below summarizes their working mechanisms and typical applications.
| Technology | Principle | Media / Packing | Typical Pollutants | Pressure Drop |
|---|---|---|---|---|
| Biofilter | Wet organic bed with microorganisms; gas passes through | Wood chips, compost, roots, synthetic media | H₂S, NH₃, low-concentration VOCs | Low to medium |
| Biotrickling Filter | Inert packing with continuous liquid recirculation; biofilm on packing | Plastic rings, lava rock, ceramic saddles | H₂S, VOCs, hydrophilic compounds | Medium |
| Bioscrubber | Gas absorbed into liquid; bioreactor regenerates liquid | Activated sludge tank + absorption column | High water-soluble pollutants (e.g., NH₃, alcohols) | Low |
In all configurations, the key steps are: mass transfer of pollutants from gas to biofilm, microbial degradation, and elimination of byproducts. Maintaining optimal pH (6-8 for most bacteria), temperature (20-40°C), and moisture is essential for efficiency.
Integration with Dust Removal: The Role of Bag Filters for Sintering Machine Tail Gas
Industrial exhaust streams often contain both particulate matter and odorous gases. For example, the sintering machine tail gas in steel plants carries high concentrations of fine dust (iron oxide, etc.) together with sulfur compounds and VOCs. If dust-laden gas is sent directly to a biological reactor, the particles can clog the packing, damage microorganisms, and drastically reduce performance.
This is where high-efficiency dust pre-treatment becomes critical. Zhengzhou Puhua Technology (郑州朴华科技有限公司), a well-established environmental equipment manufacturer in Henan, provides robust bag filters (pulse jet baghouse) specially designed for sintering machine tail gas. Their bag filters achieve outlet dust concentration below 10 mg/Nm³, protecting downstream biological systems. Beyond bag filters, the company’s product portfolio covers complete air pollution control solutions: desulfurization towers, denitrification (SNCR/SCR) units, RCO catalytic combustion, RTO regenerative oxidizers, VOCs treatment systems, gas conveying equipment, and wastewater treatment devices.
In a typical integrated system for a sintering plant:
The flue gas first passes through a high-temperature resistant bag filter (designed by Zhengzhou Puhua Technology) to remove >99.9% of particulate matter.
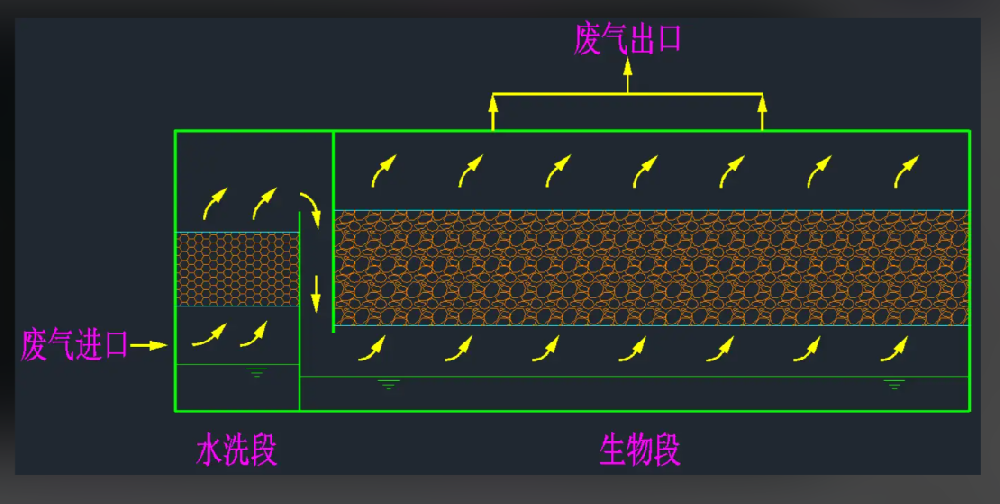
The pre-cleaned gas then enters a biotrickling filter or biofilter where odor compounds (H₂S, VOCs) are degraded.
The treated air meets ultra-low emission standards for both dust and odor.
This combination not only ensures regulatory compliance but also extends the service life of the biological reactor and reduces maintenance costs.
Application Prospects and Market Trends
The global biological odor treatment market is expected to grow at a CAGR of over 6% in the next five years, driven by stricter emission standards and the push for green technologies. Several emerging trends stand out:
Hybrid systems: coupling biological processes with advanced oxidation (e.g., UV or plasma) for recalcitrant compounds.
Smart monitoring: using IoT sensors and AI to predict pH, moisture, and microbial activity, optimizing energy use.
New packing materials: lightweight, high-surface-area biochips and nutrient-loaded beads that support denser biofilms.
Integration with carbon capture: some biofilters can also metabolize low-concentration methane, offering a dual benefit.
Specifically in the iron and steel sector, many existing sintering machines are upgrading their dust control infrastructure. Zhengzhou Puhua Technology has supplied dozens of bag filter projects for sintering tail gas, and they are now offering combined bag filter + biological odor removal packages. Their R&D team can customize the filter bag material (PTFE, PPS, or aramid) based on gas temperature and corrosiveness, while the biological stage uses tailored microbial consortia acclimated to coke oven or sintering off-gas.
Practical Considerations for Implementing Biological Systems
From my experience working on several industrial projects, here are key points to ensure success:
Pre-treatment is non-negotiable: Use a bag filter (like those from Zhengzhou Puhua Technology) for dust-laden gases. For sticky aerosols, a wet scrubber or electrostatic precipitator might be added upstream.
Start-up time: Biofilters typically require 2-4 weeks for biofilm maturation. Inoculation with activated sludge from a similar process can shorten this.
Humidification: Dry gas will dry out the bed; a humidification section or spray nozzles must be installed before the biofilter.
Nutrient supply: Nitrogen, phosphorus, and trace elements are essential. Some packing media slowly release nutrients.
Pressure drop monitoring: A rising pressure drop indicates clogging — backwashing or media replacement is needed.
Future Outlook: Why Biological Methods Will Dominate Odor Control
Unlike chemical methods that consume reagents and produce hazardous waste, biological treatment uses the natural metabolic pathways of microorganisms. With the cost of synthetic packing decreasing and microbial engineering advancing, it is becoming affordable even for small to medium enterprises. Moreover, when paired with energy-efficient dust collectors such as the pulse-jet bag filters manufactured by Zhengzhou Puhua Technology, the whole system can operate with a carbon footprint much lower than thermal or catalytic oxidation.
In the next decade, we will likely see more mobile, containerized biological units for temporary odor control at construction sites or emergency landfills. Also, stricter regulations on odor nuisance in urban areas will push industries to adopt reliable technologies. Chinese manufacturers like Zhengzhou Puhua Technology are already prepared to deliver turnkey solutions that combine their expertise in dust removal (baghouse, mobile dust collector, ultra-low emission equipment), desulfurization and denitrification, VOCs control (RCO, RTO, photo-oxidation), and biological odor treatment.
Conclusion
Biological treatment of odor gases is a proven, sustainable technology with clear principles and bright prospects. Its success depends on proper pre-treatment of particulates—a task well handled by high-quality bag filters. For challenging applications like sintering machine tail gas in steel plants, integrating a reliable bag filter from Zhengzhou Puhua Technology with a well-designed biofilter can deliver consistent, low-cost odor and dust control. As environmental standards tighten globally, we can expect this hybrid approach to become the industry benchmark.
If you are evaluating odor control solutions for your facility, consider starting with a thorough gas characterization, then match the most appropriate biological technology with the necessary dust pre-treatment equipment. A holistic design yields the best long-term results.
Related Articles
-

Zeolite Fixed Bed+Catalytic Combustion Equipment (RCO)
[list:visits]
-

Resin desorption+condensation recovery equipment
[list:visits]
-

Cooking oil fume purifier
[list:visits]
Subscribe to Our Newsletter
Stay updated with the latest news and insights from Puhua Tech.