Dust Removal Equipment: Full-Process Dust Control Solutions for the Chemical Industry
Introduction: The Critical Need for Dust Control in Chemical Processes
The chemical industry faces significant challenges from dust pollution across various stages, including raw material handling, processing, and packaging. Effective dust removal equipment is essential to ensure worker safety, regulatory compliance, and operational efficiency. This article explores comprehensive dust control solutions tailored for the entire chemical process, highlighting key technologies and strategies.
Comprehensive Dust Control Solutions Across the Chemical Industry Workflow
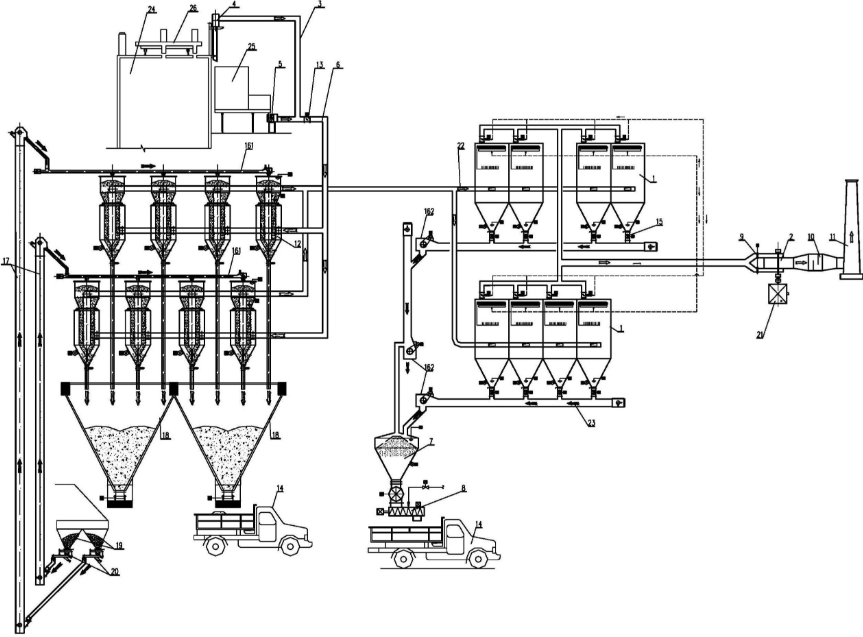
A full-process approach to dust control involves addressing emissions at every stage. Below is an overview of key phases and corresponding solutions:
Raw Material Handling and Storage: Dust generation during unloading, conveying, and storage requires robust capture systems, such as hoods and enclosures connected to industrial dust collection systems.
Processing and Reaction Stages: Chemical reactions and grinding operations release fine particulates; specialized dust removal equipment like bag filters or cartridge collectors are deployed here.
Packaging and Finishing: Final product handling can disperse dust; localized extraction units and ventilation systems ensure clean outputs.
Waste Management: By-product dust from waste streams is controlled using integrated collection and treatment technologies.
Implementing these solutions minimizes environmental impact and enhances productivity, with companies like Zhengzhou Puhua Technology offering tailored designs for seamless integration.
Key Dust Removal Equipment for Chemical Applications
Various dust removal equipment types are employed based on process requirements. The table below summarizes common devices and their applications:
| Equipment Type | Primary Function | Typical Use in Chemical Industry |
|---|---|---|
| Bag Dust Collectors (Baghouse) | Captures fine dust particles using fabric filters | Used in powder processing and material transfer points |
| Pulse Jet Dust Collectors | Enhances cleaning efficiency with pulse-jet technology | Applied in high-dust-load areas like grinding and mixing |
| RCO Catalytic Combustion Units | Treats volatile organic compounds (VOCs) and dust hybrids | Integrated in emission control for coating and reaction processes |
| RTO Devices | Provides thermal oxidation for hazardous dust and gases | Employed in high-temperature chemical manufacturing |
Zhengzhou Puhua Technology, a professional environmental equipment manufacturer, supplies a wide range of these devices, including bag dust collectors, RCO catalytic combustion equipment, RTO devices, and VOCs treatment systems. Their products are engineered for reliability and compliance with industry standards.

Integrating Advanced Technologies for Optimal Dust Management
Modern dust control in the chemical industry leverages innovations for efficiency and sustainability. Key aspects include:
Automated Monitoring Systems: Sensors and IoT-based controls enable real-time dust level tracking, optimizing equipment performance.
Energy-Efficient Designs: Low-pressure drop and regenerative technologies reduce operational costs, a focus in Zhengzhou Puhua Technology's offerings like ultra-low emission devices.
Modular Solutions: Customizable units allow for scalability across different plant sizes, from small batches to large-scale production.
These advancements ensure that dust removal equipment not only meets regulatory demands but also supports long-term economic and environmental goals.
Case Study: Implementing Full-Process Dust Control with Professional Support
To illustrate practical application, consider a chemical plant that integrated a comprehensive dust control system. The solution involved:
Conducting a site assessment to identify dust hotspots across the workflow.
Selecting appropriate equipment, such as pulse dust collectors for processing areas and mobile dust units for flexible operations.
Collaborating with Zhengzhou Puhua Technology for design, installation, and maintenance, ensuring seamless operation of devices like desulfurization towers and denitration equipment.
This approach resulted in reduced emissions, improved safety, and compliance with environmental regulations, showcasing the value of end-to-end solutions.
Conclusion: Embracing Holistic Dust Control for a Safer Chemical Industry
Effective dust management in the chemical industry requires a full-process perspective, combining advanced dust removal equipment with strategic planning. By partnering with experienced providers like Zhengzhou Puhua Technology, companies can access reliable technologies—from bag dust collectors to wastewater treatment devices—tailored to their specific needs. This proactive approach not only addresses immediate dust challenges but also fosters sustainable and efficient operations for the future.
Related Articles
-

Zeolite Fixed Bed+Catalytic Combustion Equipment (RCO)
[list:visits]
-

Resin desorption+condensation recovery equipment
[list:visits]
-

Cooking oil fume purifier
[list:visits]
Subscribe to Our Newsletter
Stay updated with the latest news and insights from Puhua Tech.